Cat:Tuotteet
Jatkuvia letkuja, jotka tunnetaan myös nimellä joustava letku tai joustava letku, käytetään laajasti kaivojen harjoittamisen, hakkuiden ja poraukse...
Katso yksityiskohdat
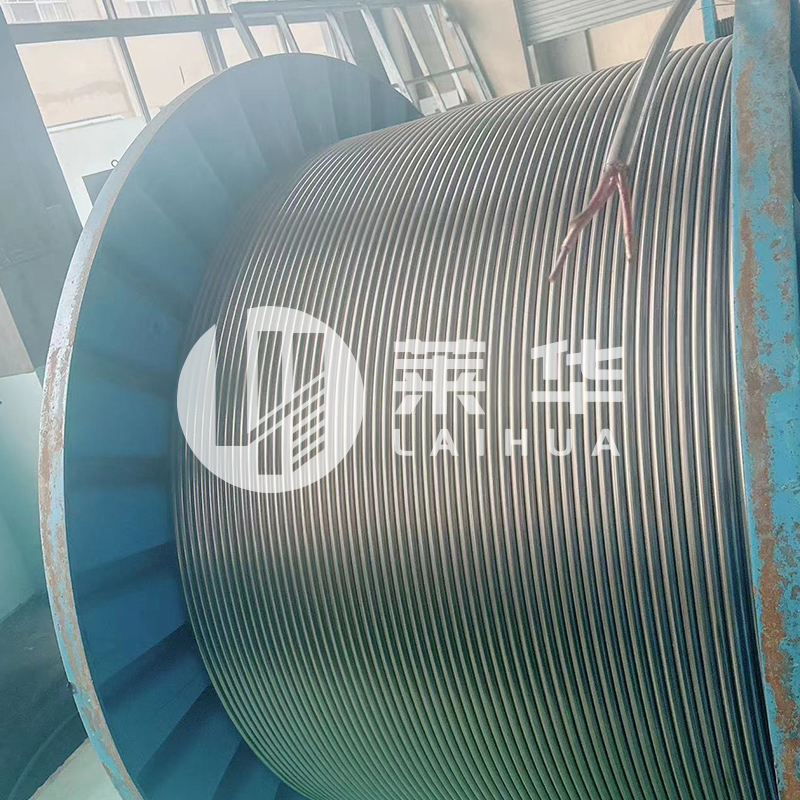
Ruostumattomasta teräksestä valmistetut hitsatut letkukelat tarjoavat luotettavan ja kustannustehokkaan ratkaisun nesteen ja kaasun kuljetukseen yhdistämällä poikkeuksellinen korroosionkestävyys korkealla mekaanisella lujuudella . Ne muodostetaan rullaamalla ja hitsaamalla jatkuvasti litteää ruostumatonta teräsnauhaa putkimaiseen muotoon ja kelaamalla se sitten käsittelyn ja asennuksen helpottamiseksi. Tätä tuotetta käytetään laajalti teollisuudessa, kuten petrokemian jalostuksessa, hydraulisissa instrumenteissa ja elintarvikelaatuisen nesteen siirrossa, joissa pitkät, keskeytymättömät ajot ja tasaiset sisäpinnat ovat kriittisiä.
Saumattomiin vaihtoehtoihin verrattuna hitsatut kelat tarjoavat tiukemmat mittatoleranssit ja suuremman pituuden johdonmukaisuuden, usein yli 1000 metriä per kela . Tämä tekee niistä erityisen arvokkaita lämmönvaihtimien valmistuksessa ja jälkilämmitysjärjestelmissä, joissa paikan päällä tapahtuva liitosten vähentäminen säästää aikaa ja minimoi mahdolliset vuotoreitit.
Hitsatun letkukelan suorituskyky määräytyy pohjimmiltaan sen metalliseoksen koostumuksesta. Oikean laadun valinta sanelee käyttöiän tietyissä ympäristöissä.
Tyypit 304 ja 304L ovat yleisimmät valinnat, jotka tarjoavat hyvän hapettumisenkestävyyden jopa 870 celsiusastetta . Ne soveltuvat meijerilinjoille, arkkitehtoniseen viimeistelyyn ja kemikaalien kuljetuksiin, joissa kloridipitoisuus on alhainen. 304L:n alhainen hiilipitoisuus auttaa estämään rakeiden välistä korroosiota hitsauksen jälkeen.
Tyyppejä 316 ja 316L on tehostettu molybdeenillä, mikä lisää merkittävästi vastustuskykyä klorideja ja teollisuusliuottimia vastaan. Tämä tekee niistä standardin meriympäristöissä, lääketeollisuudessa ja rannikon lämmönvaihtimissa. Niiden kestävyys pistesyöksyä vastaan on mitattavasti korkeampi, ja pisteresistenssin vastaava luku on tyypillisesti suurempi 25 .
Sovelluksiin, jotka vaativat sekä suurta lujuutta että erinomaista kloridijännityskorroosionkestävyyttä, on määritelty duplex-laadut, kuten 2205. Mikrorakenteella, joka sisältää suunnilleen yhtä suuret osat austeniittia ja ferriittiä, nämä hitsatut kelat kestävät paljon suurempia paineita kuin perinteiset 300-sarjan teräkset pienemmällä seinämänpaksuudella, mikä säästää napakaapeleiden ja vedenalaisten hydraulilinjojen painoa.
Siirtyminen käsihitsauksesta automatisoituun myllytuotantoon on parantanut pitkittäisen hitsaussauman luotettavuutta. Nykyaikaiset putkimyllyt käyttävät korkeataajuisia induktio- tai laserhitsausmenetelmiä tuottaakseen sauman, joka usein vastaa perusmateriaalin lujuutta.
Sen jälkeen kun nauha on muodostettu useiden telojen läpi, reunat kuumennetaan ja sulatetaan yhteen paineen alaisena ilman täytemetallia. Ulkoiset ja sisäiset hitsaushelmet poistetaan tyypillisesti kontrolloidussa leikkausprosessissa, jolloin saadaan sileä pintaprofiili. Sitten putki käy läpi kirkkaan hehkutuksen kontrolloidussa ilmakehässä uunissa, mikä palauttaa raerakenteen ja poistaa lämpövärjäytymiä. Tuloksena on hitsaussauma, joka näkyy perusmateriaalin kaltaiset raerakenteet , ratkaiseva tekijä väsymisiässä syklisissä painesovelluksissa.
Valinnan saumattomien ja hitsattujen letkukelojen välillä tulee perustua paineluokitukseen, hintaan ja vaadittuun pituuteen. Vaikka saumattomat putket ovat perinteisesti suositeltavia äärimmäisissä korkeapaineisissa sovelluksissa, hitsaustekniikan kehitys on kaventanut tätä suorituskykyeroa.
| Ominaisuus | Hitsatut kelat | Saumattomat kelat |
|---|---|---|
| Suurin pituus | Yli 1500 metriä | Yleensä alle 200 metriä |
| Seinän paksuuden toleranssi | / - 0,05 mm tyypillinen | / - 10 % nimellisseinästä |
| Kustannustehokkuus | Pienemmät raaka-aine- ja jalostuskustannukset | Korkeampi kuumapuristusprosessin ansiosta |
Hitsatut kelat ovat selvästi edullisia pitkiä piirejä vaativissa sovelluksissa. Esimerkiksi jalostamon poikki ulottuvassa kemikaalien ruiskutuslinjassa yksi hitsattu käämi eliminoi kymmeniä mahdollisia vuotokohtia, joita muutoin syntyisi lyhyempien saumattomien pituuksien yhdistämisestä.
Kelat toimitetaan tarkalla ulkohalkaisija-alueella, yleensä alkaen 1/8 tuumaa (3,18 mm) aina 1 tuumaan (25,4 mm) asti , jonka seinämän paksuus vaihtelee välillä 0,5–3 mm. Itse kelausprosessi vaatii johdonmukaista soikeaa säätöä, jotta putki kulkee sujuvasti suoristimen ja taivuttimen läpi asennuksen aikana.
Pintakäsittelyt vaikuttavat suoraan puhdistettavuuteen ja nesteen dynamiikkaan. Instrumenttien ja hydraulikäämien vakioviimeistely on tyypillisesti kirkashehkutettu, mikä tarjoaa sileän, heijastavan pinnan, jossa ei ole kalkkia. Erittäin puhtaita kaasulinjoja varten puolijohdevalmistuksessa on määrätty sähkökiillotetut hitsatut kelat vähentämään pinnan karheutta Ra 0,25 mikrometriä tai vähemmän . Tämä minimoi hiukkasten tarttumisen ja kaasun poistumisen.
Hitsattujen letkukelojen monipuolisuus on johtanut niiden käyttöön erittäin vaativilla aloilla. Seuraava luettelo korostaa, missä niiden erityiset ominaisuudet tarjoavat suoraa toiminnallista hyötyä.
Rikkomaton testaus on olennainen osa sertifioitujen hitsattujen kelojen toimittamista. Pyörrevirtatestaus on ensisijainen inline-menetelmä, joka pystyy havaitsemaan reikiä, sauman halkeamia ja mittavaihteluita tuotantonopeuksilla. Kriittistä huoltoa varten koko kelan pituuksille voidaan tehdä hydrostaattinen painetesti klo paineet ylittävät 5000 psi varmistamaan rakenteellisen eheyden.
Näyteosien mekaaninen testaus sisältää käänteisen litistyksen ja levenemistestit hitsin heikkouden paljastamiseksi. Tukevan hitsin tulee kestää tasoituskoe, jossa hitsi asetetaan 90 asteen kulmaan puristusvoimaan nähden halkeilematta, mikä varmistaa tiukan säteen taivutuksen edellyttämän taipuisuuden kentällä.
Oikea käsittely säilyttää kelan eheyden. On suositeltavaa käyttää vähintään halkaisijaltaan olevia voittokeloja 20 kertaa putken ulkohalkaisija vääntymisen estämiseksi. Irrotus tulee tehdä suorassa linjassa, jotta vältytään kierteeltä, joka voi aiheuttaa monimutkaisia jäännösjännitystä.
Kun taivutetaan kentällä, vähintään kolme kertaa putken halkaisijan suuruinen taivutussäde on vakiokäytäntö. Instrumentointityössä käsitaivuttajat, joissa on sopiva sädelohko, estävät ulkosäteen seinämän litistymisen. Toisin kuin jotkin hiiliterästuotteet, kirkas hehkutettu pinta ei vaadi taivutuskemiallista puhdistusta, lukuun ottamatta yksinkertaista pyyhkimistä sopivalla liuottimella voiteluaineen poistamiseksi taivutustyökaluista.
Jatkuvia letkuja, jotka tunnetaan myös nimellä joustava letku tai joustava letku, käytetään laajasti kaivojen harjoittamisen, hakkuiden ja poraukse...
Katso yksityiskohdat korkean lämpötilan testauskaapeli")
Tarkoitus: Korkean lämpötilan testauskaapelia yhdistettynä korkean lämpötilan testausajoneuvoon käytetään pääasiassa raskaan öljyntuotantokaivojen ...
Katso yksityiskohdat
Ruostumattomasta teräksestä valmistettu kuituoptinen testikaapeli on erityinen testikaapeli, joka yhdistää ruostumattoman teräksen kestävyyden ja k...
Katso yksityiskohdat
Ohjeet hydraulisten ohjausputkien käyttämiseen hydraulisen ohjausputken, joka tunnetaan myös nimellä kapillaari. Pääasiassa maanalaisten kapillaari...
Katso yksityiskohdat")
Ruostumattomasta teräksestä valmistettu putki on putkisto, joka yhdistää ruostumattoman teräksen kestävyyden muovin suojaamiseen. Tämä putkistojärj...
Katso yksityiskohdat
Sovelluskenttä: Sähkön induktiolämmitysjärjestelmä on täydellinen joukko sähkölämmityslaitteita, jotka ovat kehittäneet yrityksemme erityisesti ...
Katso yksityiskohdat
Holtatyyppinen putkiliitos koostuu kolmesta osasta: nivelkappale, holkki ja mutteri. Kun puristin ja mutteri asetetaan teräsputken nivelrunkoon ja ...
Katso yksityiskohdat
Jatkuva letkun liukuvinssi on erityisesti suunniteltu laite öljykenttäoperaatioille, joissa yhdistyvät jatkuvan letkun työhevosen (CTW) ja SkID: n ...
Katso yksityiskohdatSähköposti:
Puhelin: +86-15996597000
+86-18252893456
Whatsapp: +86-18252874678
Osoite: Nro 3 Xinyuan Road, Nanmo Town Industrial Park, Hai'an City, Nantong City, Jiangsun maakunta, Kiina
QR -koodi
matkapuhelin
Tekijänoikeudet © Jiangsu LaiHua Petroleum Equipment Co., Ltd.





Ota yhteyttä